萬錢之母:兩漢錢范鑒賞(圖)
- 發佈時間:2016-01-25 10:23:27 來源:人民網 責任編輯:畢曉娟
原標題:萬錢之母:兩漢錢范鑒賞


圖1 “西漢半兩”滑石質錢范的正面和背面圖

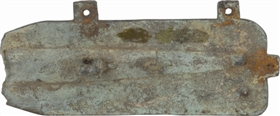
圖2 “東漢五銖”銅質錢范的正面和背面圖


圖3 “東漢五銖”銅質錢范的正面和背面圖
范,一般與模相連用,即模範,初意是指古代鑄造銅器和鐵器時所使用的主要造型工具。錢范是古代鑄造金屬貨幣的模子,一般稱為錢模。漢代王充《論衡·物勢》中講 “埏植作器,必模範為形”,才能鑄作器物。
中國是最早實行金屬鑄幣的國家之一,現有的考古資料證實,至遲在春秋中晚期已開始正式鑄造錢幣,鑄錢工藝遠在2000多年前的秦漢時期即日趨成熟,先秦時已有範鑄,採用“分流直鑄”法,故錢多為上下鑄口。秦末以後,改用“直流分鑄”工藝,銅范、石范兼用。至漢武帝鐘官鑄錢,為求錢型統一,鑄餞由“祖范、母范、子范”逐次翻鑄。中國鑄幣工藝,最遲到漢武帝時的上林三官五銖錢,已經成熟、定型。尤其是疊鑄法,西漢初已使用,直至東漢晚期依舊盛行。在中國 2500餘年的鑄幣發展史中,錢幣鑄造大致經歷了平板范豎式澆鑄、疊鑄、母錢翻砂鑄造三個階段。古代鑄錢工藝的演進,為中國貨幣文化的發展奠定了基礎。
而作為鑄錢工具的錢范,有陶范、石范和金屬范三種,它們並不是同時被使用的,而是經歷了一個漫長的歷史發展過程。銅范又叫母范,是用銅雕刻成的范。較之泥范,是先進的鑄造工具,因為它克服了泥範鑄造的“一次性”的缺陷,一套母范製成後可以反覆使用,大大提高了工作效率。因此,對母范製作的技術性要求較強。母范的製作費工需時,必須標準精細,以達到設計的造型要求,母范製成後,印製子范則任何工人都可操作,其成品規格劃一,文字精整,且可大量生産。
西漢時期製造金屬物件還沒有出現翻砂工藝,製造青銅錢幣普遍採用的是範鑄技術。鑄錢必須先製作帶有錢幣型腔的錢范,再將熔化的青銅注入錢范之中,待冷卻後取出鑄就的錢幣毛坯,加工而成。因此錢幣的生産數量和效率,以及錢幣的品質好壞,在很大程度上由錢范的製造技術水準決定。社會發展促進了對錢幣需求的擴大,迫切要求增加錢幣的供應,同樣在某種程度上促進了範鑄技術的改進,從而提高了鑄造錢幣效率。
“西漢半兩”錢范為滑石質(圖1),形制為長方形,比較規整。長26釐米,寬9.3釐米,厚2釐米,重1356克。兩側邊緣有磨損,“直流分鑄”工藝,內鑄一橫3枚,兩縱12枚錢模,穿徑0.95釐米,直徑2.7釐米,澆口寬3釐米。范面頂部中有漏斗狀澆口,下與主槽相連,支槽通錢模。錢文“半兩”兩字為陰文小篆體,筆畫均勻,已隸化,錢體較薄,此范從錢形字體上看,當屬西漢高後所行八銖半兩范。石范的材料主要是地滑石和蛇紋石,這兩種石質有硬度低、質地細膩、易雕刻和耐高溫等特點。
“東漢五銖”錢范,為銅質(圖2),形狀上長方下半圓,略似舌形,長23.5釐米,寬8.3釐米,厚1.1釐米,重1412克。范面較寬,“直流分鑄”工藝,范面頂部中有漏斗狀澆口,澆鑄口兩側各有一三角形榫,底部正中有一個三角形榫,下與主槽相連,支槽通錢模,內鑄兩行錢模共12枚,錢模直徑2.7釐米,穿寬1釐米,字文“五”字交筆較直,“銖”頭轉筆方折,字形結構嚴謹。還有一件“東漢五銖”銅質錢范(圖3),形狀上長方下半圓,略似舌形,長22.2釐米,寬度9.3釐米,厚1釐米,重1197克。范面較寬,兩側上部有磨損,“直流分鑄”工藝,范面頂部中有漏斗狀澆口,下與主槽相連,支槽通錢模。內鑄兩行錢模共10枚,錢模直徑2.5釐米,穿寬1釐米,字文“五”字豎畫交筆較直,“銖”頭方折,字文點畫佈局勻稱。這兩件銅質錢范工藝精良,錢形規整,范面光平,字跡清晰。
錢幣是傳承人類文化的最好載體之一,其本身折射出來的歷史文化、藝術價值,值得人們去發掘和解讀。