龍舟指雕有龍頭、龍尾或刻有龍紋的龍型木船。在我國,許多水鄉都有龍舟競渡的傳統習俗。
水網交織的珠江三角洲地區,早期的越族人以水為生,舟船是他們日常生活中必不可少的交通和搬運工具,閒暇時刻,人們更以劃龍船作為水上娛樂活動。在廣東東莞、佛山、揭陽等龍舟活動興盛的地區,用杉木、松木等材料製作龍舟的手藝也伴隨著龍舟競渡習俗蓬勃發展。其中以東莞市中塘鎮的龍舟製作技藝尤為突出。
東莞市中塘鎮地處珠江三角洲,龍舟競渡的民間傳統習俗歷史悠久,盛況綿延,曾被中國龍舟協會命名為“中國龍舟之鄉”。當地龍舟製作興于龍舟競渡,始於清代康乾盛世,至今已有兩百多年曆史。在鬥朗村、馬瀝村和東向村,共有龍舟製造廠8間,年産龍舟近百條,是中國最大的龍舟生産基地。
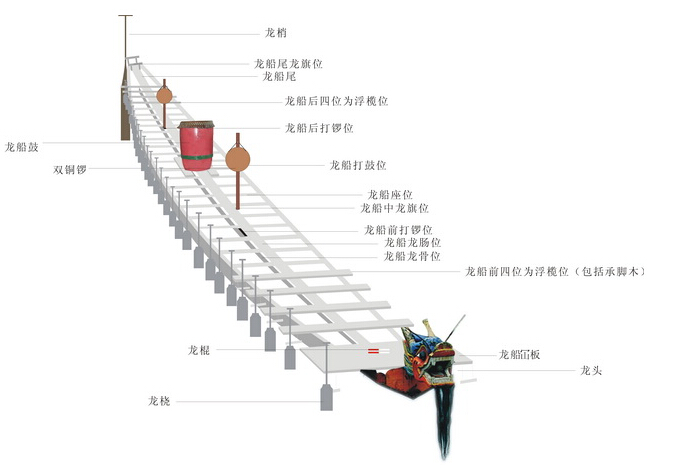
龍舟結構圖(網路圖)
東莞中塘鎮製作的龍舟有大頭龍舟和雞公頭龍舟兩大類。大頭龍舟龍頭碩大,高高蹺起,氣宇軒昂,有威武雄壯之姿、賽龍奪錦之勢,其船身狹長,形似柳葉,兩頭翹起,線條優美,瀟灑流暢,主要使用分佈在珠江東江流域的東莞市、增城市新塘鎮和博羅等地。雞公頭龍舟遠看像雞公,龍頭造型幹練,船身狹窄細長,主要在珠江西江水系的廣州番禺區及老城區分佈使用。
中塘鎮龍舟以生産“大頭龍”為主,有大型、中型、小型三種規格,大型舟長約28米,可載28排劃手56人,加上跳頭、鑼鼓手、梢工共約60人。其大致結構包括龍頭、龍尾、龍骨、龍腸、冚板諸部分,各個零部件的製作都要經過刨光、打磨、裁剪、計量、畫線等步驟,製作工具有鉛筆、墨鬥、角尺、水準尺、手工刨、鑿子、釘子、斧頭、錘子、手鋸等,製作流程大致有15個步驟。
(1)選底骨:底骨即龍骨,貫穿龍舟首尾,一條28米長的大龍舟的龍骨一般由兩根各約14米長的杉木經打鐵釘、上螺絲、涂膠水等方式連接而成。

選龍骨(主要選垂直的大杉樹做底骨)(網路圖)
(2)起底:蝴蝶底由2塊長木板拼接而成,位於龍骨的兩旁,因像蝴蝶翅膀一樣對稱,所以起底也稱為釘蝴蝶底,是龍舟成型的關鍵。
(3)起水:起水指拗彎龍骨,使其呈流線型。
(4)打水準:打水準是指中線定位,平衡蝴蝶底。
(5)轉水:安裝擋水板。
(6)做大旁:大旁也稱“合”,位於舟兩側,“做大旁”也稱“釘花旁”。
(7)做橫擋:橫檔也稱舟排骨,分為大橫檔和小橫檔。
(8)做坐板:坐板即運動員的坐位,安裝于所有橫檔的上方。
(9)安龍腸:龍腸由三條梢木接上而成,龍腸安裝固定在座位上,位於龍舟的正中間。
(10)加固中腸:用竹片加固坐位與龍腸,也稱抓篾。
(11)上桐油灰:為防漏水,把板與板之間的縫隙加固。
(12)刨光:用鉋子推刮使龍舟表面平滑。
(13)涂清漆:在龍舟表面涂清漆使之光滑,也稱“掃柚油”。
(14)製作安裝龍頭:龍頭為龍舟之首,是整艘龍舟最吸引人們眼球的地方,大多用樟木雕刻而成。
(15)安裝尾舵:尾舵一般用坤甸木做成,形似划槳,為控制方向用。
除主體部分外,龍舟上還須配以划槳、龍艄、龍船鼓、雙銅鑼、龍棍及龍旗等飾物。
與其他製作工藝類似,龍舟製作在其發展史上分為手工製作和機械化製作兩個階段。在電動工具普及前,開板、刨料等重體力工序都為手工製作,耗時費力,二十世紀七八十年代後,伴隨電動工具的普及,體力繁重的工序已為電動器具所代勞。
龍舟製作工藝複雜,行舟阻力、舟速、吃水深淺等與藝人對龍舟尺寸精準度、船身最佳弧度的把握及用料選擇息息相關。隨著龍舟競渡的興盛,龍舟製作工藝在選材用料及製作週期方面歷經了三個歷史階段。民國前,龍舟製作用材主要選用從緬甸、泰國、越南進口的格木,其材質堅固耐用,氣幹密度大,所造龍舟船身重,行舟阻力大,且製作耗時長(約3個月),因而在民國以後改用松木製作,船身減輕,船速也有所提高,製作時間縮短為約1個月。21世紀以來,伴隨龍舟競賽成為重要的文化體育活動,龍舟活動越發活躍,龍舟製作不斷得到改進,用料改為杉木,雖不及松木耐力,但重量輕,成舟吃水淺,舟速快,且製作時間減少到了6至7天。
龍舟製作技藝主要以家族傳承為主,其手藝和製作經驗一般不外傳,但在現代社會和現代思想觀念的影響下,這種傳習傳統也被打破。龍舟製作技藝的傳承人馮懷女、霍灼興等樂於向周圍人傳授經驗,但目前仍因學徒生源問題而面臨技藝失傳的困境。
資料提供:廣東省文史館“振興民間藝術,發展文化強省”項目編輯團隊